







Perforadora de placas CNC móbil de pórtico de dobre mesa PD16C




| Elemento | Nome do parámetro | Valor do parámetro |
| Placatamaño | Placaespesor de solapamento | Máx. 80 mm |
| Largura*lonxitude | 1000 mm × 1650 mm 1 peza | |
| 825 mm × 1000 mm 2 pezas | ||
| 500 mm × 825 mm 3 pezas | ||
| Diámetro da broca | Φ12 mm-Φ50 mm | |
| Método de velocidade variable | Inversor de cambio de velocidade continuo | |
| velocidade de rotación(RPM) | 120-560 r/min | |
| Procesando a fonte | Regulación hidráulica de velocidade sen pasos | |
| Placasuxeición | Espesor de fixación | 15-80 mm |
| Número de cilindros de suxeición | 12个 | |
| forza de suxeición | 7,5 kN | |
| Motor | Motor do eixo | 5,5 kW |
| Motor da bomba hidráulica | 2,2 kW | |
| Motor do transportador de virutas | 0,4 kW | |
| Motor da bomba de refrixeración | 0,25 kW | |
| Servomotor do eixe X | 1,5 kW | |
| Servomotor do eixe Y | 1,0 kW | |
| Tamaño da máquina | Lonxitude*ancho*alturat | uns 3160*3900*2780 mm |
| Wight | Máquina | uns 4000 kg |
| Sistema de eliminación de virutas | uns 400 kg | |
| Accidente cerebrovascular | Eixo X | 1650 mm |
| Eixo Y | 1000 mm |
1. Esta máquina está composta principalmente por unha bancada, un pórtico, unha mesa de transposición (mesa dobre), un cabezal de perforación, un sistema hidráulico, un sistema de control, un sistema de lubricación centralizado, un sistema de eliminación de virutas, un sistema de refrixeración, un mandril de cambio rápido, etc.
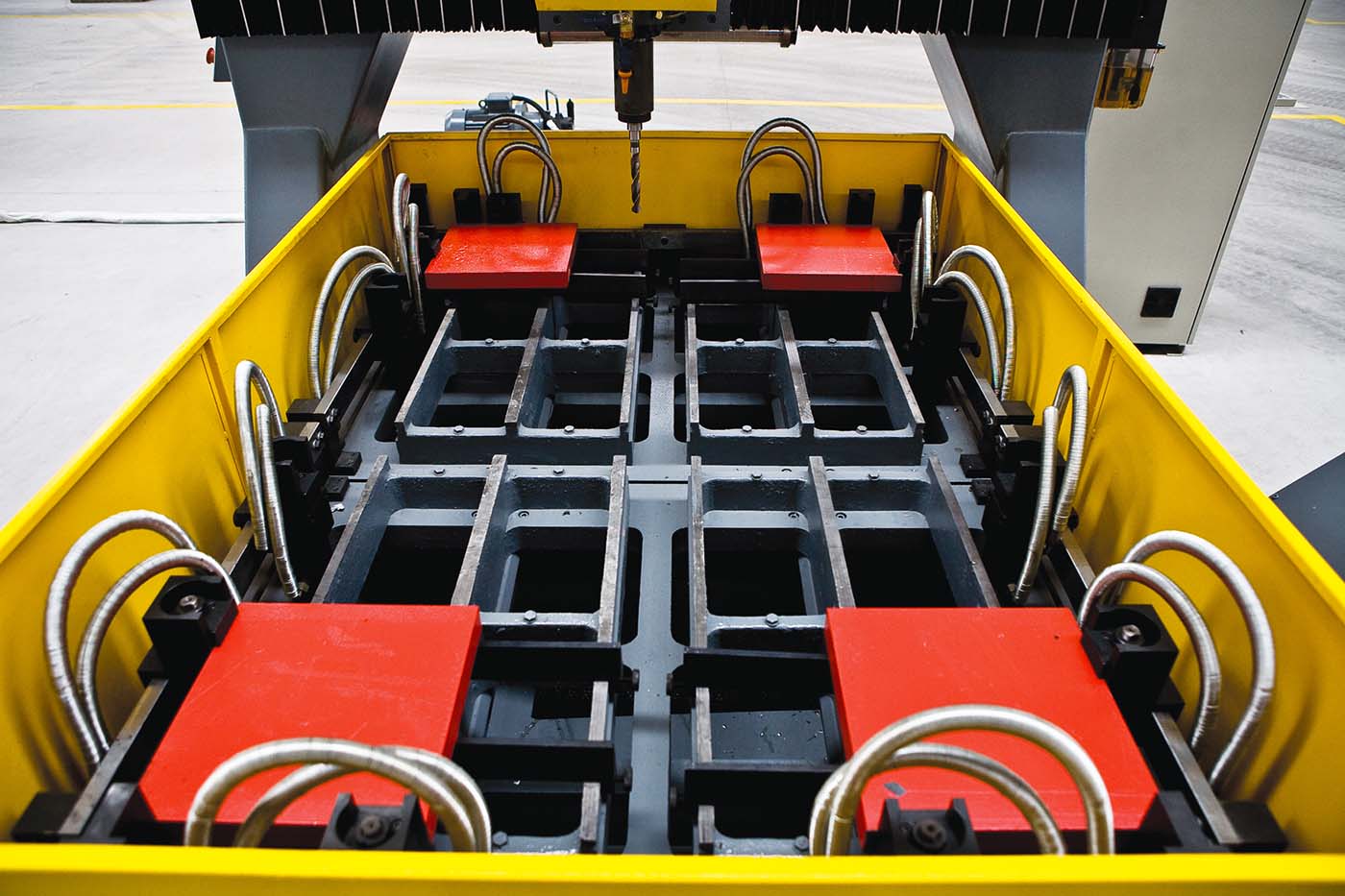
2. Esta máquina adopta a forma de bancada fixa e pórtico móbil. O pórtico, a bancada e a mesa de traballo son estruturas soldadas e, despois do tratamento de envellecemento, a precisión é estable. A placa está suxeita por abrazaderas hidráulicas e o operador contrólase mediante un interruptor de pé, o que é cómodo e aforra traballo;


3. Esta máquina ten 2 eixes CNC: o movemento do pórtico (eixe x); o movemento do cabezal de perforación sobre a viga do pórtico (eixe y). Cada eixe CNC está guiado por unha guía de rodadura lineal de precisión, que é accionada directamente por un servomotor de CA + un parafuso de bólas. Movemento flexible e posicionamento preciso.
4. O cabezal de perforación con control automático hidráulico é unha tecnoloxía patentada da nosa empresa. Non é necesario configurar ningún parámetro antes do uso e a conversión entre avance rápido, avance de traballo e retroceso rápido realízase automaticamente mediante a acción combinada da electrohidráulica.
5. Esta máquina ferramenta adopta un sistema de lubricación centralizado en lugar de funcionamento manual para garantir que as pezas funcionais estean ben lubricadas, mellorar o rendemento da máquina ferramenta e prolongar a súa vida útil.
6. O programa de control adopta o software de programación informática superior que se combina co controlador programable desenvolvido independentemente pola nosa empresa.



Perfil breve da empresa  Información da fábrica
Información da fábrica  capacidade de produción anual
capacidade de produción anual  Capacidade comercial
Capacidade comercial 
Categorías de produtos
-

Máquina de perforación CNC PLD2016 para placas de aceiro
-

Taladradora CNC móbil de pórtico PLD3030A e PLD4030...
-

Máquina de perforación CNC PD30B para placas
-

Documento técnico do PDDL2016 Tipo Intelixente...
-

Máquina de perforación de placas CNC móbil de pórtico PLD7030-2
-

Máquina de perforación CNC PHD2020C para placas de aceiro